|
















| Quantity: | |
|---|---|
EP100 EP125 EP200 EP250 EP300 EP350 EP400 EP500 EP600
100 meters
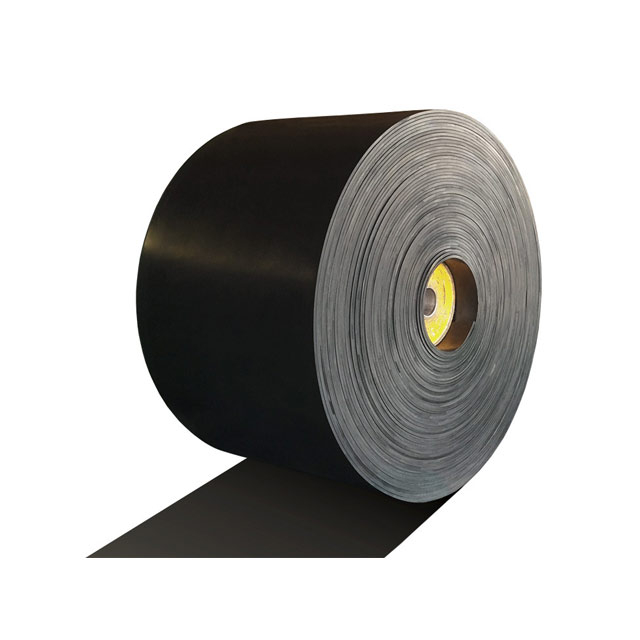
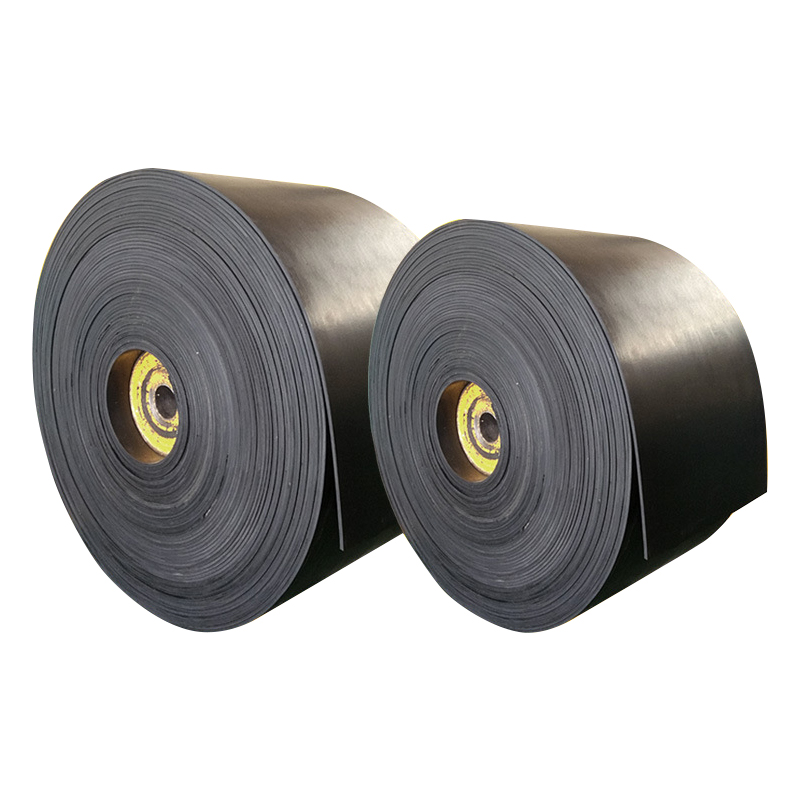
A food conveyor belt is a specialized type of conveyor belt that is designed and manufactured specifically for use in the food industry. It is used to transport food products, ingredients, and packaging materials in a safe and hygienic manner.
Food conveyor belts are made from materials that are safe for contact with food and comply with strict food safety regulations. They are typically made of materials such as food-grade PVC, polyurethane, or stainless steel. These materials are resistant to oils, greases, chemicals, and other substances commonly found in food processing environments.
Key features and considerations of food conveyor belts include:
Hygiene and Cleanability: Food conveyor belts are designed to be easily cleaned and sanitized to prevent the growth of bacteria and ensure food safety. They may have smooth surfaces, open mesh designs, or be equipped with cleaning systems such as sprayers or scrapers.
FDA and USDA Compliance: Food conveyor belts must meet the regulations and standards set by the Food and Drug Administration (FDA) and the U.S. Department of Agriculture (USDA) for safe food handling and processing.
Sanitary Design: The design of food conveyor belts takes into account factors such as minimizing crevices, seams, and other areas where food particles can accumulate. This helps to prevent cross-contamination and makes cleaning more effective.
Temperature Resistance: Food conveyor belts may need to withstand high or low temperatures depending on the specific food processing requirements. Specialized belts are available for applications such as baking, freezing, and hot food handling.
Product Handling: Food conveyor belts are designed to handle various types of food products, including loose bulk materials, packaged goods, fragile items, and more. Different belt configurations, such as flat, modular, or inclined belts, are available to suit different product handling needs.
Food conveyor belts are used in a wide range of food processing and packaging applications, including bakeries, meat and poultry processing plants, dairy facilities, beverage production, and more. They play a crucial role in ensuring the efficient and safe movement of food products throughout the production process.
Regular maintenance and proper cleaning procedures are essential for the longevity and hygiene of food conveyor belts. This includes routine inspections, belt tension checks, and adherence to cleaning and sanitation protocols.
In summary, food conveyor belts are specifically designed to meet the unique requirements of the food industry, providing safe and hygienic transportation of food products. They are crucial for maintaining food safety standards and optimizing efficiency in food processing operations.