
 |














| Quantity: | |
|---|---|
EP100 EP125 EP200 EP250 EP300 EP350 EP400 EP500 EP600
100 meters
Industrial conveyor belts
Industrial conveyor belts are essential components used in various industries for the transportation of materials, products, and goods within a facility or between different locations. These belts are designed to carry heavy loads, withstand harsh conditions, and ensure efficient and reliable material handling processes.
Industrial conveyor belts come in a variety of types, materials, and configurations to suit different applications and requirements. Some common types of industrial conveyor belts include:
Flat Belt Conveyors: These belts consist of a flat surface for transporting items and are commonly used for general material handling applications.
Roller Conveyors: These belts feature rollers along the conveyor bed for moving items in a controlled manner, often used for sorting and accumulation tasks.
Modular Plastic Belt Conveyors: These belts are made of interlocking plastic modules for enhanced durability and flexibility, suitable for conveying heavy loads and in food processing applications.
Wire Mesh Belt Conveyors: These belts are made of metal wire mesh for applications requiring air circulation, such as drying or cooling processes.
Cleated Belt Conveyors: These belts have cleats or raised sections to prevent materials from sliding or falling off the belt during inclines or declines.
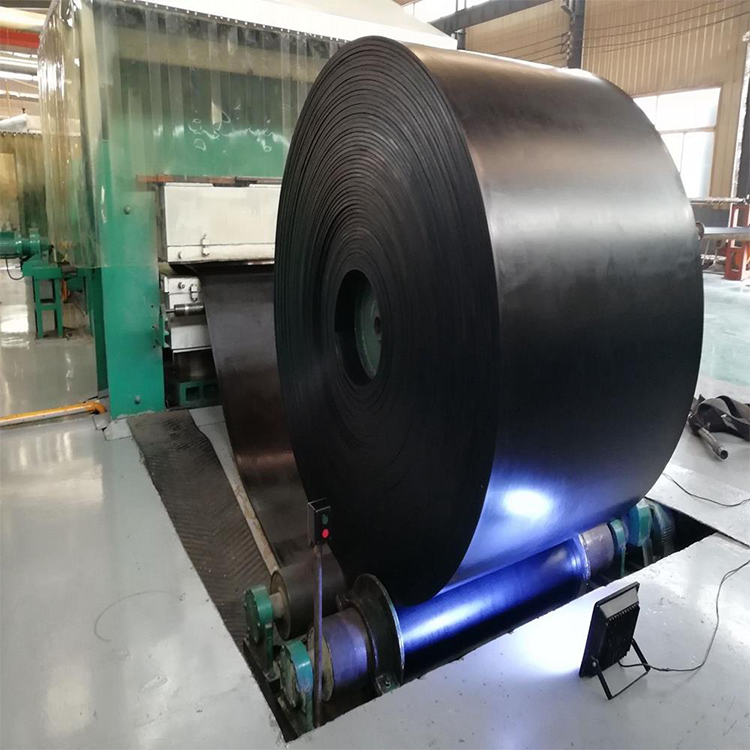
Industrial conveyor belts are typically made from materials such as rubber, PVC, polyester, nylon, or metal, depending on the application requirements. They are reinforced with fabric, steel cords, or other materials to provide strength, durability, and resistance to abrasion, heat, and chemicals.
Regular maintenance and inspection of industrial conveyor belts are crucial to ensure optimal performance and prevent issues such as belt wear, tracking problems, or material spillage. Proper tensioning, alignment, and cleaning of the belts are essential to maximize their service life and efficiency in industrial material handling operations.
Overall, industrial conveyor belts play a vital role in the efficient movement of materials and products in various industries, contributing to increased productivity, safety, and operational efficiency. Their versatility, durability, and reliability make them indispensable components in modern industrial facilities.












