
 |


















| Quantity: | |
|---|---|
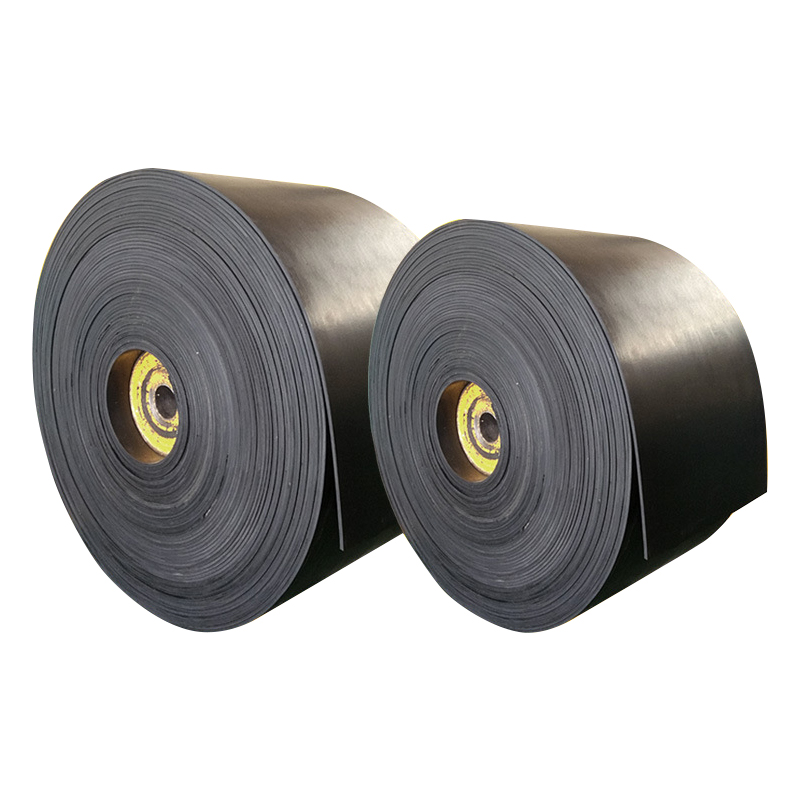
EP100 EP125 EP200 EP250 EP300 EP350 EP400 EP500 EP600
100 meters
Conveyor belts play a crucial role in the mining industry, facilitating the transportation of bulk materials such as ores, coal, minerals, and aggregates within mining operations. These conveyor belts are designed to withstand harsh conditions, heavy loads, and abrasive materials commonly found in mining environments. Here are some key features and benefits of conveyor belts used in the mining industry:
Durability and Strength: Conveyor belts in the mining industry are built to withstand the tough conditions of mining operations, including heavy loads, sharp edges, and abrasive materials. They are made from durable materials such as rubber, steel cord, or fabric-reinforced rubber to ensure long-lasting performance.
Impact Resistance: Mining conveyor belts are designed to handle the impact of heavy materials being loaded onto the belt, such as rocks, ores, and coal. They are equipped with impact-resistant covers and reinforced layers to absorb the impact and protect the belt from damage.
Fire Resistance: Conveyor belts used in the mining industry are often required to be fire-resistant to comply with safety regulations and prevent the spread of fires in underground mines or processing plants. Fire-resistant conveyor belts are made from materials that can withstand high temperatures and flames.
High Tensile Strength: Mining conveyor belts have high tensile strength and load-carrying capacity to handle the heavy loads of materials being transported within mining operations. They are designed to resist stretching, tearing, and breaking under pressure.
Abrasion Resistance: The materials being transported in the mining industry can be abrasive and cause wear on conveyor belts over time. Abrasion-resistant conveyor belts are designed to withstand the wear and tear caused by abrasive materials, extending the service life of the belt.
Splice Strength: Conveyor belts used in mining operations are often subjected to high tension and stress at the splices where the belt is joined. Strong and reliable splices are essential to prevent belt failure and ensure continuous operation.
Customization Options: Mining conveyor belts can be customized in terms of length, width, thickness, and other specifications to meet the specific requirements of different mining applications, such as underground mining, open-pit mining, or processing plants.
Overall, conveyor belts are essential components in the mining industry, providing efficient and reliable transportation of bulk materials throughout mining operations. By choosing high-quality conveyor belts that are durable, impact-resistant, fire-resistant, and abrasion-resistant, mining companies can optimize their material handling processes and improve productivity and safety in their operations.












