
 |
















| Quantity: | |
|---|---|
EP100 EP125 EP200 EP250 EP300 EP350 EP400 EP500 EP600
100 meters
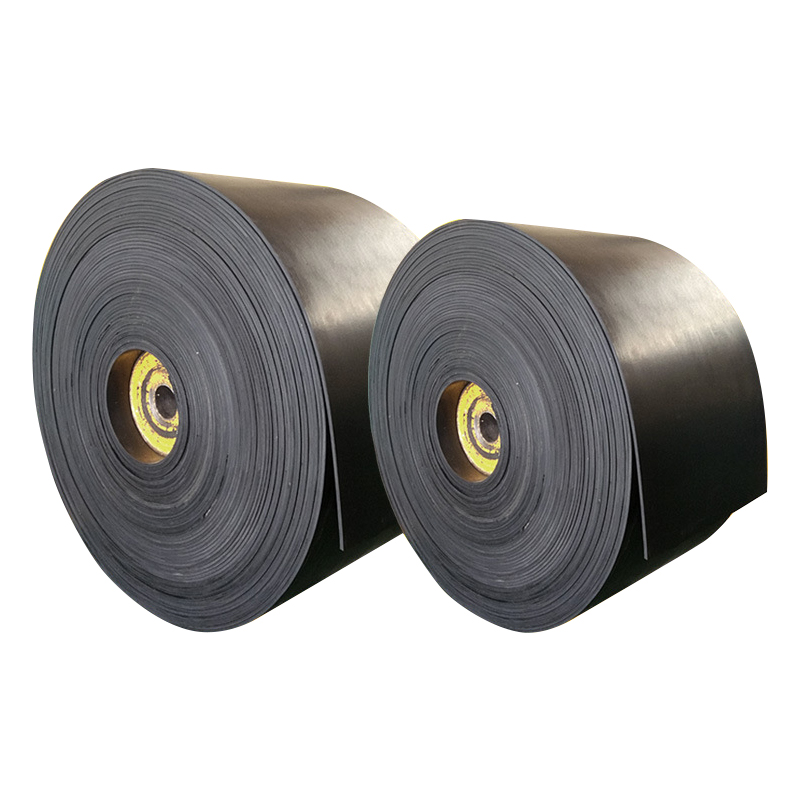
A flame-resistant conveyor belt is a type of conveyor belt that is designed to resist and minimize the spread of fire in industrial environments where there is a risk of fire hazards. These belts are typically used in industries such as mining, steel production, power plants, and other applications where there is a potential for fire or combustion.
Flame-resistant conveyor belts are made from materials that have been specifically engineered to withstand high temperatures and resist burning or melting when exposed to flames. These materials may include synthetic fibers, rubber compounds, and other flame-retardant additives that help to prevent the belt from catching fire or spreading flames.
In addition to being resistant to flames, these conveyor belts may also be designed to resist other hazards such as heat, oil, chemicals, and abrasion. They are typically tested and certified to meet specific safety standards and regulations for flame resistance in industrial settings.
The use of flame-resistant conveyor belts can help to improve workplace safety by reducing the risk of fire-related accidents and injuries. In the event of a fire, these belts can help to contain the flames and prevent them from spreading, giving workers more time to evacuate the area safely.
It is important to follow proper installation, maintenance, and inspection procedures for flame-resistant conveyor belts to ensure their effectiveness and longevity. Regular inspections and testing should be conducted to check for any signs of wear, damage, or degradation that could compromise the belt's flame resistance properties.
In summary, flame-resistant conveyor belts are designed to resist and minimize the spread of fire in industrial environments where there is a risk of fire hazards. These belts are made from materials that are engineered to withstand high temperatures and resist burning or melting when exposed to flames. Proper installation, maintenance, and inspection are essential to ensure the effectiveness and safety of flame-resistant conveyor belts in industrial applications.











